Bügellöten mit Thermoden
Beim Bügellöten mit Thermoden werden zwei vorher mit Lot beschichtete Teile unter Druck auf eine Temperatur erhitzt, die ausreicht, um das Lot zum Schmelzen
und Fließen zu bringen. Dann wird der Strom abgeschaltet und die Thermode kühlt ab bis das Lot wieder erstarrt ist und eine dauerhafte elektromechanische
Verbindung zwischen den Teilen und dem Lot entstanden ist.
Der Bügellötptozess ähnelt sehr dem Kolbenlöten. Bei beiden Verfahren wird die Wärme über Kontakt auf das Bauteil übertragen. Im Unterschied zum Kolbenlöten,
bei dem die Lötspitze permanent Löttemperatur hält, wird die Thermode relativ kalt auf das Bauteil aufgesetzt und erst bei erreichter Anpresskraft auf
Löttemperatur gebracht. Die Hitze wird durch elektrischen Strom, der durch die Thermode fließt, in sehr kurzer Zeit erzeugt. Die Temperatur wird nach
dem Aufheizen kontinuierlich geregelt. Da in die Thermode ein Temperatursensor integriert ist, der vom Controller der Stromquelle ausgewertet wird,
können Temperaturprofile exakt realisiert werden. Die im Heizelement eingebrachte Energie wird über Pulsweitenmodulation geregelt. Die effektive Temperatur
wird über einen Sensor direkt am Heizelement gemessen und die Leistung der Stromversorgung gemäß dem programmierten Löt-/Heizprofil geregelt. Um das Abkühlen
zu beschleunigen, wird die Thermode gezielt mit Druckluft gekühlt. Der Temperaturverlauf kann frei programmiert und die dazugehörige Heizkurve auf dem Display
grafisch dargestellt werden.
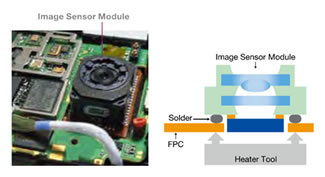
Beim Bügellöten werden die Fügepartner meist vorbelotet. Da die Fügepartner während des Lötens zusammengedrückt werden, bleibt ein kleiner Spalt, so dass die
benötigte Lotmenge gering ist. Es muss lediglich vorab Flussmittel zugeführt werden. Externe Lotzufuhr von Lotpaste oder Lotdraht sind eher selten.
 Funktionsprinzip
Funktionsprinzip
 Temperaturprofil
Temperaturprofil
 Beispiel: Anschlüsse
Beispiel: Anschlüsse
eines Kameramoduls
Ein typisches Temperaturprofil hat mehrere Abschnitte. Nach dem Aufsetzen wird die Lötstelle auf ca. 80°C aufgeheizt um das Flussmittel zu aktivieren. Danach wird
die Temperatur erhöht bis die Löttemperatur erreicht ist (ca. 10-15% über der Schmelztemperatur des Lotes). Das Aufschmelzen des Lotes kann über den Setzweg der
Thermode detektiert werden. Die Löttemperatur wird einige Sekunden gehalten, bis das Lot beide Fügepartner ausreichend benetzt. Anschließend wird die Thermode
und damit auch die Lötstelle abgekühlt bis das Lot erstarrt und eine belastbare, elektrisch leitende Verbindung herstellt. Danach wird die Thermode von der
Lötstelle abgehoben. Daher kann die Thermode auch verwendet werden, um die Lötkontakte auf das Substrat zu drücken. Dieses ist insbesondere bei hochpoligen
Anschlüssen sowie Flex-Leitern erforderlich.
Ein weiterer Vorteil ist die Erfassung der Prozessparameter. Aufgrund der relativen Kontaktfläche von Thermode zur Lötstelle folgt die Temperatur
der Lötstelle sehr schnell der Thermodentemperatur. Die Thermode hat ein integriertes Thermoelement zur Erfassung der Ist-Temperatur. Soll- und Ist-temperatur
werden erfasst und am Display des Steuer-und Leistungsteils angezeigt. Der Andruck kann sehr exakt am Systemkopf eingestellt werden. Darüber hinaus kann während
des Prozesses die Andruckkraft und der Einsinkweg erfasst werden. Alle Daten können über die serielle Schnittstelle automatisch ausgelesen werden.
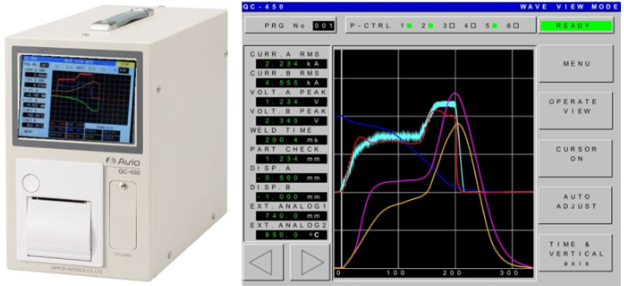
Datenlogger, -monitor und -auswerteeinheit Q450 und Screenshot
Anwendungsbeispiele
Anwendung findet das Verfahren beispielsweise bei Flexfolien mit Lotdepot sowie bei Flachband- oder Litzenlötungen und bei Bauteilen mit vielen Anschlüssen bei
kleinem Kontaktabstand.
Reflow-Löten
FFC auf Platine

Reflow-Löten
Lackdraht auf Platine

Reflow-Löten
von Coaxial-Kabeln

Reflow-Löten
von Kamera-Modulen